Thermal Kinetics was a key technology partner on ten projects involving the construction of new dry mill corn-to-ethanol production facilities and retrofit of existing facilities, including a current tenth project for Al-Corn Clean Fuels in Claremont, MN.
Plants ranged in size from 45 MMGPY to 110 MMGPY of fuel ethanol production. Thermal Kinetics was tasked with the design, supply, and commissioning of distillation, dehydration, and evaporation (DD&E) systems for each of these facilities.

A detailed comparative study of the material and energy flows for our prime competition’s process and our patented DD&E process was prepared. Since we had supplied two other facilities using that process, we had very good data as well as detailed information on the configuration and performance. The studies were all conducted using the Chemcad process simulation program. Both systems were normalized to a beer feed of 13.1 wt % ethanol and 12.72 % total solids, at a flow of 315,000 LB/Hr(~630 GPM).
Results benchmark well against actual operating data for the existing 50 MMGPY plant and is easily scaled to our 100 MMGPY plant. The following tables capture the major differences and the bottom line financial advantage. It should be emphasized that based on our supply of both process configurations and cost data that both plants have essentially the same CAPEX (equipment cost).
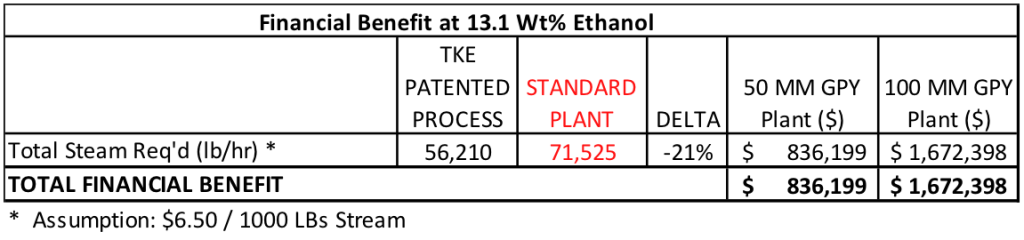
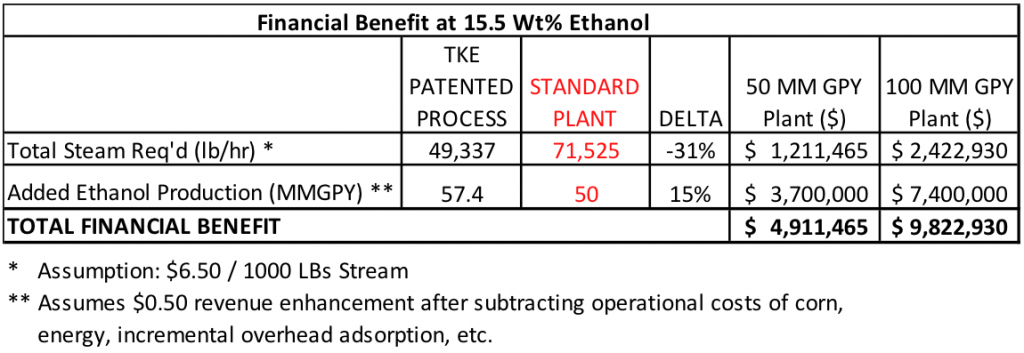
At a minimum, for a 50 MM GPY plant, operating at 13.1% beer ethanol content, the savings is significant at $836,100 annually. Our technology also enables the achievement of a 15.5% beer feed through reduced backset, better removal of fuel oils, increased process water recovery and therefore lower concentrations of inhibitory contaminants in fermentation. Taking full advantage of the technology therefore increases that financial benefit by a factor of 5.9X, for a total of $4,911,465 per year. Of course achieving a beer feed of 15.5% is also dependent on fermenter operation, yeasts, nutrients, and other factors controlled by individual plants. We know from plants we have constructed that our design has resulted in a 15.5% beer feed in practice.
The table below lists other comparisons that improve upon current technology and leave it to your judgment of their value in your situation: