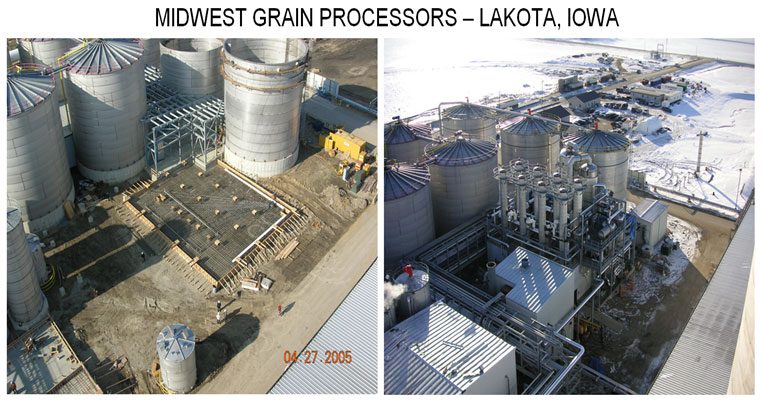
MGP Fuel Ethanol Plant Expansion
| Location: Lakota, IA | Date Started: November 19, 2004 | Date Completed: November 26, 2005 |
Competencies Applied:
|
Project Details
Thermal Kinetics developed the design, material and energy balance, equipment sizing and design for a 50 million gallon per year (MMGPY) plant expansion. The final full plant capacity is now 100 MMGPY. Thermal Kinetics supplied the major process equipment including distillation columns, evaporation equipment, and molecular sieve ethanol drying systems. This area of the plant is known in the industry as the DD&E area. Thermal Kinetics supported start up and commissioning through performance testing and acceptance.
100 MMGPY Fuel Ethanol Plt
| Location: Hereford, TX | Date Started: June 26, 2005 | Date Completed: August 4, 2008 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
New 110 MMGPY (million gallons per year) fuel ethanol plant. Thermal Kinetics provided engineering support to simulate the plants operation, design services for development of the 3D plant model, piping design, and specification of all ancilliary equipment and controls. Thermal Kinetics is supplying our patented distillation, dehydration, and evaporation (DD&E) technology, engineering support, major plant equipment for DD&E. All together over 40 items of equipment were provided for the project. Equipment supplied includes 1) a pressure rectification column producing azeotropic ethanol, 2) a beer stripping column, 3) reboilers for the two columns, 4) molecular sieve ethanol dehydration system, and 5) double effect evaporation system with plate and frame finisher. Due to poor water quality proprietary Thermal Kinetics evaporative condensers were supplied made of special alloy and were designed to use and concentrate cooling tower blowdown.


Thermal Conv. Process Tipperary, Ireland
| Location: Ireland | Date Started: August 19, 2005 | Date Completed: May 24, 2006 |
Competencies Applied:
|
Project Details
The project was to develop design and project cost for a Thermal Conversion Process to convert animal waste into renewable oil, fuel gas, and fertilizer. Plant capacity was to be 500 tons/day of waste input. Project deliverables by Thermal Kinetics included PFDs, P&IDs, plant general arrangement drawings (G/As), site layout drawings, equipment sizing and drawings, and facility cost estimate. Securing a good estimate required preparation of full lists of equipment, instrumentation, pumps, motors, valves, lines, and development of structural and foundation requirements.
East Plant Addition
| Location: Winthrop, MN | Date Started: August 31, 2005 | Date Completed: July 28, 2006 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Addition of a 50 MMGPY (million gallons per year) fuel ethanol plant using the same plate configuration as the west side of the plant but at a larger capacity throughput. Karges Faulconbridge, Inc. was the overall project engineering services firm. Thermal Kinetics supplied the distillation, dehydration, and evaporation (DD&E) system design, engineering support, and major plant equipment for DD&E. Equipment supplied included 1) distillation including beer stripping column, rectifier column, and side stripper, 2) the double effect evaporator to provide heat for distillation, 3) molecular sieve ethanol dehydration system, and 4) carbon dioxide off gas scrubber.

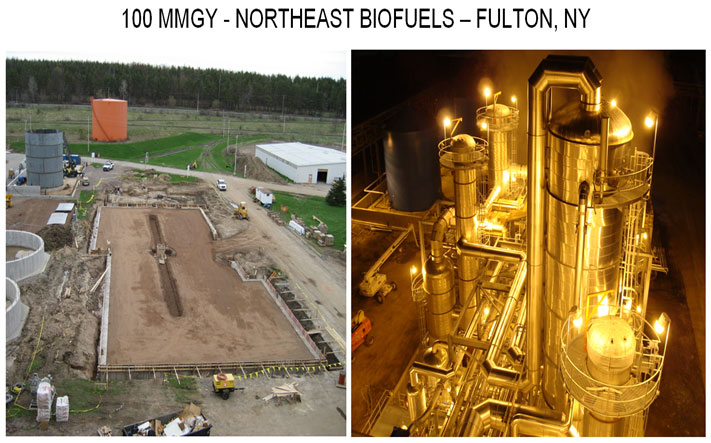
Northeast Brewery Retrofit
| Location: Fulton, NY | Date Started: August 17, 2006 | Date Completed: December 6, 2008 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Retrofit and repurposing of Miller Brewing in Fulton, NY to a 100 MMGPY (million gallons per year) fuel ethanol plant. Thermal Kinetics provided engineering support to simulate the plants operation, design services for development of the 3D plant model, piping design, and specification of all ancilliary equipment and controls. Thermal Kinetics is supplying our patented distillation, dehydration, and evaporation (DD&E) technology, engineering support, major plant equipment for DD&E. Equipment supplied includes 1) reboilers for two columns supplied by Lurgi PSI, 2) molecular sieve ethanol dehydration system, 3) double effect evaporation system, and 4) proprietary evaporative condensing system (combined cooling tower and condenser).
Renewable Fuels 50 MMGPY Plant
| Location: Pixley, CA | Date Started: November 5, 2006 | Date Completed: December 6, 2008 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
New green field 50 MMGPY (million gallons per year) fuel ethanol plant. Thermal Kinetics provided engineering support to simulate the plants operation, design services for development of the 3D plant model, piping design, and specification of all ancilliary equipment and controls. Thermal Kinetics is supplying our patented distillation, dehydration, and evaporation (DD&E) technology, engineering support, major plant equipment for DD&E. Equipment supplied includes 1) a pressure rectification column producing azeotropic ethanol, 2) a beer stripping column, 3) reboilers for the two columns, 4) molecular sieve ethanol dehydration system, 5) double effect evaporation system, and 6) proprietary evaporative condensing system (combined cooling tower and condenser).

East Plant Upgrade of Condensers
| Location: Winthrop, MN | Date Started: December 5, 2006 | Date Completed: August 3, 2007 |
Competencies Applied:
|
Project Details
Shell and tube condensers designed, sized, and supplied.
Ethanol Drying Upgrade
| Location: Collingwood, Ont., Canada | Date Started: October 27, 2007 | Date Completed: February 22, 2008 |
Competencies Applied:
|
Project Details
The plant had installed a membrane system for removal of water from azeotropic ethanol but it failed to achieve performance. Thermal Kinetics was contracted to develop an alternate solution integrating the Thermal Kinetics molecular sieve adsorption technology with some of the existing equipment used for the pervaporation system. Thermal Kinetics also assisted in review and analysis of the plant’s distillation systems. Thermal Kinetics supplied a new vaporizer and molecular sieve beds for the plant upgrade.


Lancaster CA Biomass Conversion Plant
| Location: Lancaster, CA (plant) Irvine, CA (office) | Date Started: January 4, 2008 | Date Completed: October 7, 2008 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Bluefire Ethanol planned to build an 8 MMPGY ethanol from woody biomass facility in Lancaster, CA. The plant used 75% sulfuric acid in a strong acid hydrolysis followed by weak acid hydrolysis to convert cellulose and hemicellulose into six and five carbon sugars. The sugar and acid solution were to be separated using a simulated moving bed (SMB) chromatigraphic ion exhange system. Thermal Kinetics role was to recover weak acid from the SMB concentrating to 75 wt% and to produce dry ethanol from the fermented sugars. Themal Kinetics developed FEL 3 level engineering for the ARU (acid recovery unit) and DD (distillation – dehydration) system. The deliverables included a full plant description, equipment selection and sizing, PFDs, P&IDs, 3D model and modular system general arrangements.
Cellulosic Ethanol Demonstration Plant
| Location: Vonore, TN | Date Started: May 22, 2009 | Date Completed: November 15, 2009 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
A demonstration plant to convert corn stover cellulose and hemicellulose into a mix of six and five carbon sugars, ferment the sugar with yeast to produce ethanol for fuel usage. Thermal Kinetics was contracted to supply our patented process for dehydration (drying or water adsorption) using molecular sieves. Thermal Kinetics supplied a modular skid system capable of operating at much lower pressures than normal molecular sieve systems. Our patented technology is part of the success in achieving this adsorption at 15 psia and effectively removing water from the azeotropic ethanol produced.

Molecular Sieve System Upgrade
| Location: Winnebago, MN | Date Started: May 27, 2009 | Date Completed: September 14, 2009 |
Competencies Applied:
|
Project Details
Thermal Kinetics was contracted to evaluate Corn Plus’ molecular sieve system and provide a replacement Regen Condenser using upgraded materials of construction (304L SS).
Molecular Sieve Vaporizer Replacement
| Location: Lakota, IA | Date Started: August 3, 2009 | Date Completed: October 16, 2009 |
Competencies Applied:
|
Project Details
Replaced vaporizer damaged at the plant and leaking with new unit.
Process Plant Support/Projects Development
| Location: Carthage, MO | Date Started: September 1, 2010 | Date Completed: May 16, 2011 |
Competencies Applied:
|
Project Details
The Carthage plant was reorganized as a partnership including the previous owners. Thermal Kinetics has had a long history with this company’s founders going back to 2002. For this set of assignments, Thermal Kinetics investigated a number of plant improvements and redesigns including changing from processing turkey waste to adding waste grease and other feedstocks. The base process in this plant consists of first medium pressure depolymerization then high pressure high temperature water hydrolysis followed by a cracking process to produce renewable oil for heating and fuel gas. One of the assignments for production of Renewable Diesel Oil was from a US DOE funding.
Fuel Ethanol Plant Operational Evaluation
| Location: Lima, OH | Date Started: March 13, 2013 | Date Completed: October 2, 2013 |
Competencies Applied:
|
Project Details
Plant was performing poorly with plugged reboiler, carryover of solids in distillation, steam hammer problems, poor condensate return, and energy inefficiency. Thermal Kinetics supplied process advice and a distillation column reboiler replacement.



Molecular Sieve for a Cellulosic EtOH Plant
| Location: Nevada, IA | Date Started: April 11, 2013 | Date Completed: April 24, 2014 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Situated in a prime agricultural location, the cellulosic ethanol plant in Nevada, Iowa will be among the first commercial-scale cellulosic biorefineries in the world. The plant will convert corn stover (corn cobs, leaves and stalks) to 30 million gallons of fuel-grade ethanol annually. Thermal Kinetics was awarded the supply of a modular molecular sieve system using advanced patented technology.


Fuel Ethanol Plant and Cogen Host
| Location: Spiritwood, ND | Date Started: December 13, 2013 | Date Completed: October 27, 2014 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
This plant was the first fuel ethanol plant to be constructed under the new EPA RFS2 (renewable fuel standard). The plant was designed by Karges Faulconbridge, Inc. of St. Paul, MN to integrate with an existing cogen facility as a host for steam produced and included a number of advanced technologies such as Thermal Kinetics’ patented systems. Thermal Kinetics supplied our patented distillation, dehydration, and evaporation (DD&E) technology, engineering support, major plant equipment for DD&E, and the CO2 scrubber. All together close to 40 items of equipment were provided for the project. Equipment supplied includes 1) a pressure rectification column producing azeotropic ethanol, 2) a beer stripping column, 3) reboilers for the two columns, 4) molecular sieve ethanol dehydration system, 5) double effect evaporation system, and 5) CO2 scrubbing system.


Ethanol Plant Evaluation and MSU Refill
| Location: Hereford, TX | Date Started: July 30, 2014 | Date Completed: April 25, 2016 |
Competencies Applied:
|
Project Details
Thermal Kinetics has supplied the DD&E system in 2008. The plant had been modified in 2010 by another firm and its performance was seriously compromised. Thermal Kinetics was requested to evaluate options to restore the plant and to reload new zeolite beads into the molecular sieve vessels. The report recommended a number of changes to restore energy efficiency and to reduce downtime from fouling. The immediate modifications taken on by the plant helped and later in 2016 Thermal Kinetics restored the beer column by removing a demister box, replacing removed trays, and installing a special feed flash box to reduce carryover of solids. Further action has been delayed due to the extended shutdown required.


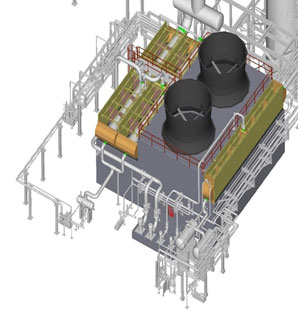
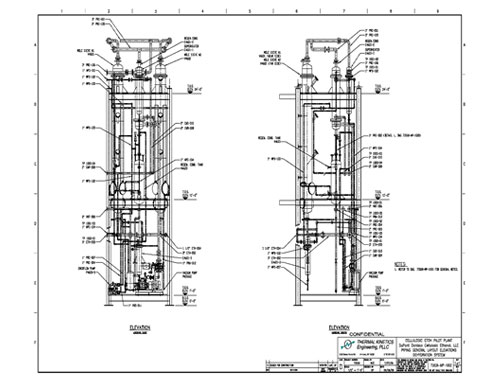
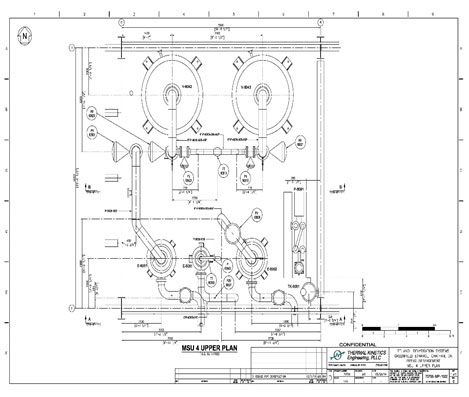
Industrial Alcohol Production Project
| Location: Chatham, Ont., Canada | Date Started: December 3, 2014 | Date Completed: August 27, 2015 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Two systems for dehydration of ethanol were supplied as part of a plant expansion to increase production of industrial grade ethanol. These were referred to as MSU4 and MSU5 systems. Very low moisture product and high purity was required for industrial alcohol. Additionally MSU4 had low pressure vapor feed from distillation. These factors favored the use of Thermal Kinetics’ patented system. Ethanol Dehydration System for MSU4 was designed for a feed of 95 wt% ethanol/5 wt% water at 32 psia and MSU5 had a liquid feed to be vaporized in a kettle vaporizer and superheated to 320 °F. Anhydrous ethanol product produced by the systems required a maximum water content of 0.03 wt% (< 300 PPM). Thermal Kinetics supplied all the columns, tanks, heat exchangers, pumps, and field instrumentation. Engineering scope included development of the facility layout, piping design, all system component specification and sourcing, process hazard assessment, and startup/commissioning support.

Biomass Conversion Demonstration Plant
| Location: Pasakoy, Turkey | Date Started: November 21, 2014 | Date Completed: Effectively Nov. 2016 – Support cont. |
Competencies Applied:
|
Project Details
Demonstration plant for conversion of municipal waste, sludge, and mixed plastics to energy products and fertilizer. Process involves high temperature and pressure processing in an aqueous environment to reduce oxygen and strip halogens from waste then further process to separate aqueous phases and solid phase. The aqueous phase processed into a high nitrogen fertilizer. The solid phase thermo treated to convert to renewable oil and fuel gas. Thermal Kinetics Engineering supported the project with technology development, processing solution development, preparation of process drawings and the plant 3D model based on owner supplied equipment specifications and drawings.


Fuel Ethanol Plant Expansion Phase 1
| Location: Winthrop, MN | Date Started: March 5, 2015 | Date Completed: April 13, 2016 |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
The plant consists of a 50 MMGPY (million gallon per year) fuel ethanol facility built in 2005 and a 35 MMGPY facility which had been expanded multiple times since before the year 2000. The 35 MMGPY facility is referred to as the East Plant and the 50 MMGPY as the West Plant. The East Plant is undergoing a mult-phase expansion to increase production to 50 MMGPY. The first phase involved some utility systems upgrades and installation of a new double effect evaporator for thin stillage concentration. Karges Faulconbridge, Inc. was the overall project engineering services firm. Thermal Kinetics provided simulation of the new 50 MMGPY plant balance including distillation, evaporation and dehydration integrated systems as well as the supply and engineering for the evaporation system. All pumps, instruments, and control were specified by Thermal Kinetics and purchased directly by Heartland Corn.


Al-Corn Clean Fuel Plant Expansion
| Location: Claremont, MN | Date Started: May 23, 2016 | Date Completed: Q1/Q2 2018 (est.) |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Expansion of a 50 MMGPY (million gallons per year) fuel ethanol plant to a capacity of 120 MMGPY as well as integration of the new and old facilities for improved overall operation. Thermal Kinetics provided engineering support to simulate the integration of the two plants. Karges Faulconbridge, Inc. is the overall project engineering services firm. Thermal Kinetics is supplying our patented distillation, dehydration, and evaporation (DD&E) technology, engineering support, major plant equipment for DD&E, and the CO2 scrubber. As part of this expansion the Thermal Kinetics system will reduce the backset of non-fermentable solids from the current ~50% to less than 25% improving performance of fermentation operations. All together over 40 items of equipment were provided for the project. Equipment supplied includes 1) a pressure rectification column producing azeotropic ethanol, 2) a beer stripping column, 3) reboilers for the two columns, 4) molecular sieve ethanol dehydration system, 5) triple effect with forth stage finisher evaporation system, and 5) CO2 scrubbing system.
Biobutanol Demo Plant for Korea
| Location: Yeosu-si, Jeollanam-do, South Korea | Date Started: June 7, 2016 | Date Completed: Q1/Q2 2018 (est.) |
Competencies Applied:
|
Thermal Kinetics Patents & Trade Secrets Applied:
|
Project Details
Pilot facility located in South Korea for conversion of cellulosic biomass in a multistep system to produce mixed sugars and convert these to butanol for supply to the local electronics industry. Sulfuric acid was used in the conversion process and separated from the mixed sugars resulting in a dilute acid solution. Thermal Kinetics is constructing the acid reconcentration unit (ARU) in a modular skid package to be transported in shipping containers. Materials of construction include impervious graphite, glass lined steel, PTFE lined pipe, and FRP. Proprietary process configuration for foam control and recovery of weak acid as a 75 wt% sulfuric acid product for reuse in the process. Technology provider to GS Caltex is Bluefire Renewables.