Posted by Thermal Kinetics on | Comments Off on Understanding the Components of a Fuel Ethanol Plant
Environmentally conscious consumers demand greener products. This has driven increased interests in a wide variety of sustainable alternatives to products we use every day. Green vehicles – such as hybrids or alternative fuel vehicles – represent some of the most visible alternatives this trend has produced to date. The rise of green vehicles has by association made ethanol fuel increasingly popular.
The increased demand for sustainable fuels has intensified the focus on ethanol fuel production and how the process can be made more energy efficient. Like any fuel refining process, the production of ethanol is quite complex. An alcoholic fermentation broth – typically created in the United States using grain or corn – is repeatedly distilled until it reaches 95 percent of the weight of ethanol. A mixture physically incapable of further distillation is known as an azeotrope, and this azeotrope continues on through processing to extract the ethanol.
Engineered Components for a Complex Process
Careful thought must be given when designing facilities to support the complex process of ethanol production. Several specialized components comprise a fuel ethanol plant as follows:
Thermal Kinetics is dedicated to providing high quality engineering support to the ethanol production industry. This has only been a broad overview of a selection of the complex components that comprise a Fuel Ethanol Plant. To learn more about these various components, please explore our Interactive Fuel Ethanol Plant today.
Posted by Thermal Kinetics on | Comments Off on Understanding DD&E
Fuel Ethanol Processing: Understanding Distillation, Dehydration, and Evaporation (DD&E)
Distillation, dehydration, and evaporation systems, often referred to simply as DD&E, are the cornerstones of nearly every standard dry mill ethanol plant. Although they’re often energy-intensive, DD&E systems serve as indispensable central processing areas forfuel ethanol production.
Fuel ethanol production traditionally begins with beer, used as the source of the ethanol, which is fermented in large fermentation containers. From there, the production process moves through each of the above-listed steps —distillation, dehydration, and finally,evaporation — allowing for the creation of high-quality, fuel-grade ethanol as well as valuable animal feed.
The DD&E Process
This section of the fuel ethanol plant is highly integrated to minimize energy required to recover pure ethanol and remove water from the beer solids. The three basic unit operations of distillation, evaporation, and dehydration are all heat transfer and mass transfer operations.
Evaporation removes a single volatile component (water) while distillation separates two or more volatile components (water, ethanol, and higher molecular weight alcohols). Dehydration is achieved by use ofZeolites, an adsorbent material which works by virtue of a strong surface attraction between the Zeolite and water.
Distillation in production of fuel ethanol makes use of the difference in the volatility of ethanol and water. Ethanol vaporizes at a much lower temperature than water such that if a beer containing 13 wt% ethanol is boiled the vapor over the liquid will contain as much as 50% ethanol.
Adistillation column consists of trays or packing with vapor traveling from the bottom to the top and liquid flowing from the top to the bottom. Upon each tray from the top to the bottom the liquid loses a portion of its ethanol and the vapor becomes more enriched in ethanol.
However one unique feature of water and ethanol is that they can only be separated to about 95% ethanol at which point ethanol and water have the same volatility. This composition is called anazeotrope and further removal of water from the ethanol requires a different process which is where dehydration using molecular sieves (Zeolite) comes into play.
So putting the full process together, distillation separates ethanol from the beer resulting in an azeotropic mixture of water and ethanol which is further separated by dehydration using molecular sieves while the beer depleted of ethanol is processed to remove particulate solids and the dissolved solids remaining are concentrated by evaporation.
Thermal Kinetics,DD&E process combines these operations in the most energy efficient manner.
DD&E Technology
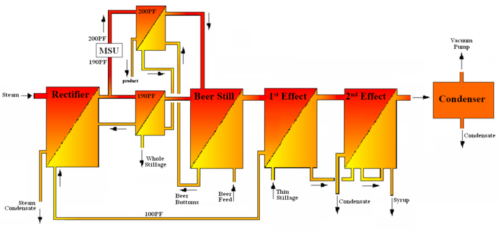
Thermal Kinetics DD&E process first removes carbon dioxide from the beer before feeding the beer to the top of a stripping column referred to as the Beer Column. Ethanol is removed from the beer in this distillation column with 55% ethanol vapor recovered from the top supplying heat to a multiple effect evaporator.
The liquid at the bottom of the Beer Column called whole stillage contains dissolved and suspended solids which are the remains of corn kernels or other grain used in making the beer. This bottom stream is centrifuged recovering a solids cake and a dissolved solids stream called thin stillage. The thin stillage is further concentrated in the evaporator for production of an animal feed.
The 55% ethanol vapor condensed in the evaporator is sent to another distillation producing the azeotrope and then to the Molecular SievePressure Swing Adsorption dehydration system.
The following equipment is utilized in fuel ethanol processing:
A carbon dioxide flash system and beer preheating unit
A beer column with overhead vapor providing heat to concentrate thin stillage
A multiple effect evaporator concentrating the thin stillage producing a concentrate called syrup to blend with the wet solids cake and be fed to the dryer.
A condenser able to operate below atmospheric pressure in order to keep the evaporation process below atmospheric pressure and at very low temperature to control fouling
A centrifuge to separate beer suspended solids and dissolved solids which the resulting solids cake feeding a dryer and the thin stillage feeding the evaporator
A rectifying column to distill ethanol from the condenser beer column overheads recovering water at the bottom and azeotropic vapor at the top of which on third is sent to dehydration and two thirds is condensed in the beer column reboiler.
A molecular sieve dehydration system to produce dry ethanol which is condensed in a second beer column reboiler
Heat for the system is supplied to the rectification column which provides heat for dehydration and the beer column which in turns provides heat to the evaporator. This effectively reuses the primary steam heat four to five times for a highly energy efficient operation.
The Benefits of DD&E Systems
As a leader in the production of state-of-the-art DD&E systems, Thermal Kinetics has innovated numerouspatented improvements for standard DD&E processes to make the production of fuel ethanol more efficient and cost-effective.
Thermal Kinetics DD&E systems allow for the following benefits:
Lower “backset” or fermentation recycling, with a 57.3% flow reduction
Great improvements in the removal of fuel oils (higher alcohols)
Significantly lower energy usage, including:
21% lower usage with standard 12-13.5% w/w ethanol feed concentrations
31% lower usage when used with 15% w/w ethanol feedstock
A 56.5% gain in condensate recovery, allowing for better condensate reuse
Significant improvements in processing whole stillage, including:
Increased solid concentrations feeding the centrifuges
20% centrifuge load reduction
Enhanced thin stillage concentrations
Lower evaporation system operating temperatures, which reduce fouling and increase productivity in between regular maintenance procedures
To learn more about DD&E, downloadThermal Kinetics’ technical paper, “Simulation of Pressure Swing Adsorption in Fuel Ethanol Production Process” and visit our website patents page “Advanced Fuel Ethanol Process”.
Posted by Thermal Kinetics on | Comments Off on PSA Modeling for Fuel Ethanol Production
As interest grows in environmentally friendly living and consumers demand greener product options, green vehicles — both electric and ethanol fuel — are becoming more and more popular. This, in turn, has led to increased focus on ethanol fuel production — particularly on ways to improve it.
Ethanol fuel production is a complex process, whereby a grain, most often corn, is fermented to produce an alcoholic fermentation broth that is repeatedly distilled until its percent weight (wt %) of ethanol is 95. At this point, the broth is a mixture that is physically incapable of further distillation, making it an azeotrope.
Azeotropic distillation, a process with a very high energy requirement, uses a dehydrating agent to allow for distillation to 99.5 wt % ethanol — true fuel-grade ethanol.
Pressure Swing Adsorption (PSA), which effectively removes water from ethanol to create a purer ethanol product, is one of the best ways to refine this production process.
PSA Modeling Challenges
The PSA process, which makes use of both advanced adsorption technology and molecular sieves, has become the de facto method across the industry thanks to its ability to provide results comparable to those of azeotropic distillation while using only a small percentage of the energy. This has allowed a great deal of observed data to be collected on PSA operations in real-world scenarios.
Despite the wealth of real-world and observed data, there is still a relative dearth of quantifiable mathematical modeling of the PSA process.
Various factors — including adsorption equilibrium, heat transfer dynamics, and kinetics — can all be modeled to a high degree of accuracy. But in an actual implemented process, the PSA operation is inherently transient, changing subtly due to any number of variables. This type of submodeling, therefore, is inefficient, as it fails to provide precise, true-to-life results.
PSA Modeling Study
Working with a research professor and his graduate students in the Department of Chemical and Biological Engineering at the University of Buffalo, engineers from Thermal Kinetics undertook a study to accurately model PSA functioning, with a particular focus on how co-adsorption of both water and ethanol affects the process. Earlier studies determined equilibrium, kinetics, and behavior of both ethanol and water in contact with 3A Zeolites. A computer simulation program was developed and used to test inclusion or exclusion of ethanol from adsorption.
It was found that excluding ethanol adsorption in the modeling led to a PSA cycle that recovered a greater volume of ethanol — 88.2%, as opposed to 83.2% — and extracted a lower volume of water — 87.8%, as opposed to 93.3%.
The study also showed that including ethanol adsorption, though producing a slightly smaller volume of ethanol, produced purer ethanol than ethanol-excluded adsorption (99.75 wt %, as opposed to 99.42 wt %), partly because of its higher levels of water extraction.
This study ultimately concluded that the results of the co-adsorption modeling more closely resemble real-world collected PSA data than ethanol-excluded modeling. Therefore, it’s recommended to always account for the co-adsorption of ethanol when designing PSA systems as part of fuel ethanol production processes.
Learn More
For more than 15 years, Thermal Kinetics has been designing, engineering, and developing high-quality, energy-saving process equipment, and we’ve done a great deal of work on PSA process equipment for fuel ethanol production.
Posted by Thermal Kinetics on | Comments Off on Study Simulates PVSA for Ethanol Production
In the United States and across the globe, interest is growing in the use of ethanol for fuel, whether as an additive to traditional petroleum gasoline or as a complete substitute for gasoline, to be used in alternative-fuel vehicles. This interest has been driven by growing environmental concerns, such as air quality and global warming, as well as mounting concerns about energy independence and the non-renewability of crude oil.
The Challenges of Ethanol Fuel Production
The ethanol production process involves the fermentation of corn and other grains to produce a “beer,” a slurry of particulate solids, yeast and dissolved solids, ethanol, and trace other metabolic organic chemicals. The resulting beer from the fermenters is pumped into a large holding tank, called the beer well, and then processed to recover ethanol, distillers grains and solubles (DGS), and byproducts such as corn oil.
When dried, the DGS becomes cattle feed, referred to as dried distillers grains and solubles (DDGS); if not dried, it is still cattle feed but has a much shorter shelf life. The beer starts out at approximately 11 to 15 weight percent (wt%) ethanol; to produce fuel-grade ethanol, this must be brought up to at least 99.5 wt%. Standard distillation processes, however, can only generate ethanol with a purity of about 95 wt%.
At 95 wt%, ethanol becomes an azeotrope, a liquid mixture of two or more compounds that exist in the same concentrations in the vapor phase as the liquid phase. At the azeotropic phase, standard distillation is no longer capable of separating the compounds within a liquid mixture. To remedy this, an entrainer — or a dehydrating agent — is added, breaking down the azeotrope by adsorbing water molecules and allowing for further distillation. Requiring large amounts of energy, azeotropic distillation is not particularly cost effective, however, and has long been replaced by adsorption techniques.
The Advent of PVSA
The 1980s saw advancements in adsorption processes and the invention of molecular sieves, materials with molecular-sized pores and tremendous surface areas capable of adsorbing the component molecules of fluids. These advancements allowed for the development of the pressure swing adsorption (PSA) process and pressure vacuum swing adsorption (PVSA).
For fuel, ethanol PVSA is the preferred process. Like traditional methods, the PVSA ethanol production process involves a sequence of distillations. At the end of the PVSA process, however, a 3A zeolite — rather than an entrainer — is used to break the azeotropic and recover purified ethanol.
3A zeolites are aluminosilicate minerals comprised of a crystalline compound of sodium, aluminum, silicone, and oxygen. The porous structure may include cations of sodium, potassium, calcium, and magnesium. Including such cations changes the pore size and structural strength of the zeolite crystal. They act as molecular sieves, adsorbing the water molecules from the ethanol azeotrope without excessive adsorption of the ethanol molecules. PVSA is a much more cost- and energy-efficient process than azeotropic distillation.
Improving PVSA Modelling
Despite the many advantages of PVSA, a detailed study analyzing the operation of the PVSA process and its precise performance had yet to be conducted. Most suppliers of such systems use empirical results and past installations to guide design and operation. In an actual implemented process, however, the PVSA operation is inherently transient, so ad hoc submodeling generally falls short of providing precise, true-to-life results.
Thermal Kinetics sought to change this, working with a professor from the University at Buffalo’s Department of Chemical and Biological Engineering and a team of engineers during a five-year R&D program. These efforts led to the design and implementation of a unique simulation program of the PVSA process. The modeling of adsorption equilibrium, heat of adsorption, heat transfer dynamics, and kinetics of adsorption, as well as desorption, were used to create detailed PVSA models. The resulting computer simulation program was sufficiently accurate and robust to allow computational experiments to be conducted, eventually leading to advanced and improved methods of operation. To learn more, we invite you to download the full study, “Simulation of Pressure Swing Adsorption in Fuel Ethanol Production Process.”
Join Our Trusted Partners
Energy efficiency is frequently achieved through process integration and TKE’s DDE design is no exception. But highly integrated process are sometimes hard to troubleshoot. In every instance in which Calgren has been baffled by DDE process issues and found it necessary to reach out to TKE for assistance, they have responded with sage and knowledgeable advice.
– Lyle J. Schlyer, President of Calgren Renewable Fuels



 The PSA process, which makes use of both advanced adsorption technology and molecular sieves, has become the de facto method across the industry thanks to its ability to provide results comparable to those of azeotropic distillation while using only a small percentage of the energy. This has allowed a great deal of observed data to be collected on PSA operations in real-world scenarios.
The PSA process, which makes use of both advanced adsorption technology and molecular sieves, has become the de facto method across the industry thanks to its ability to provide results comparable to those of azeotropic distillation while using only a small percentage of the energy. This has allowed a great deal of observed data to be collected on PSA operations in real-world scenarios.

 The ethanol production process involves the fermentation of corn and other grains to produce a “beer,” a slurry of particulate solids, yeast and dissolved solids, ethanol, and trace other metabolic organic chemicals. The resulting beer from the fermenters is pumped into a large holding tank, called the beer well, and then processed to recover ethanol,
The ethanol production process involves the fermentation of corn and other grains to produce a “beer,” a slurry of particulate solids, yeast and dissolved solids, ethanol, and trace other metabolic organic chemicals. The resulting beer from the fermenters is pumped into a large holding tank, called the beer well, and then processed to recover ethanol,  The 1980s saw advancements in
The 1980s saw advancements in 